粉末静电喷涂喷粉设备具有不错的粉末再次回收、绿色环保、喷涂效果等,是当今为止最为盛行的涂装设备工具,那你可知道喷粉工艺的工艺流程吗?今天就由深圳鑫凯胜涂装为大家一一道来!
1、粉末静电喷涂工艺原理
粉末静电喷粉设备会把粉末涂料喷涂在工件表面,这里不是直接能将粉末喷在工件表面了,而是运用当时的静电场,粉末自个会均衡吸附在工件表面层,形成涂层结构;粉状涂层结构再经过烘干炉高温烘烤流平固化,变成效果各异的最终涂层;喷涂效果在机械强度、附着性、耐腐蚀、耐老化等方面优于喷漆工艺。
2、预处理
预处理工艺是喷粉工艺中最为重要部分之一,它会直接影响粉末涂料的质量,预处理不好会导致涂料容易脱落起泡。因此,必须重视预处理工作。
相对于板金件来讲可使用化学前处理法:去油→去锈→清洗→磷化(或纯化)等。
锈蚀/表面较厚的产品工件,使用喷砂、抛丸等机械除锈方法,机械除锈后要保证工件表面干净无垢。
刮腻子:按照产品工件表面的缺陷程度,使用导电腻子涂刮缺陷处,彻底干燥后用砂纸磨平滑,即可进行下道工序。
保护(也称蔽覆)。工件上若某些部位不要求有涂层,在预热前可使用保护胶等掩盖起来,以避免喷上涂料。
预热。一般可不需预热。如果要求涂层较厚,可将工件预热至100~160℃,这样可以增加涂层厚度。

▲ 前处理
3、粉末喷涂
工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口的电极针向工件方向的空间释放高压静电(负极),该高压静电使从。
喷枪口喷出的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。工件经过挂具通过输送链接地(接地极),这样就在喷枪和工件之间形成一个电场粉末在电场力和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层均衡的涂层。
4、烘烤固化
喷涂后的工件通过输送链送入180~200℃的烘房内加热,并保温相应的时间,(15-20分钟)使之熔化、流平、固化,从而得到我们想要的工件表面效果。(不同的粉末在烘烤温度和时间上是各不相同的)。这是在固化工序上应注意的。
5、清理
涂层固化后,取下保护物,修平毛刺。
6、检查
固化后的工件,日常主要检查外观(是否平整光亮、有无颗粒、缩孔等缺陷)和厚度(控制在55~90μm)。对被检出的有漏喷、针孔、碰伤、气泡等缺陷的工件,进行返修或重喷。
7、包装
检查后的成品分类摆放在运输车、周转箱内,相互之间用发泡纸,气泡膜等软包装缓冲材料隔离,以防止划伤磨损(可按照客户要求包装)
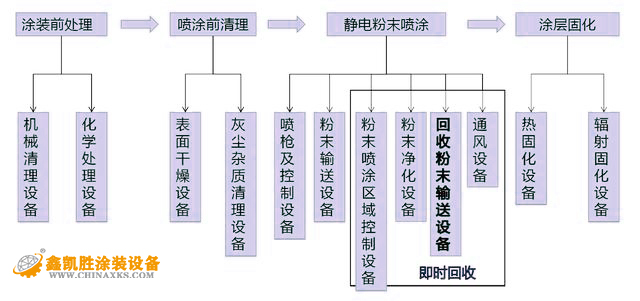
▲ 喷粉工艺流程
喷粉工艺有以下优点:
1、一次涂装可以得到较厚的涂层,例如涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。涂层的耐腐性能很好。
2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。
3、粉末静电喷涂工艺具有效率高、涂层优秀、节约成本等特点,普遍适合自动流水线涂装;粉末利用率高,可回收使用。
4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。
粉体涂料最早是用于防护和电器上,随着科技的发展,现已广泛应用于汽车工业,电气绝缘,耐腐蚀化学泵,阀门,气缸,管道,屋外钢构件,钢家具,铸件等表面的涂装。

▲ 深圳鑫凯胜
深圳市鑫凯胜自动化设备制造有限公司是一家集研发、设计、生产、施工为一体的高新技术企业,拥有雄厚的技术力量、完整的质量管理体系。专业服务喷涂技术领域13年,致力于整厂自动化涂装设备和输送线设备的研发和制造,专注涂装设备定制产品。我们坚持以技术创新为客户不断创造价值;我们组建了十年以上经验丰富的设计团队20人和生产团队80人,不断引入国外先进的涂装技术现荣获国家高新技术企业,拥15项+国家专利证书和10项+产品著作权,还正在申请6项发明专利。
以上就是喷粉工艺的工艺流程介绍,更多请关注我们!深圳鑫凯胜自动化拥有多项国家专利,迄今为止,公司已经为客户提供了数千条各类涂装生产线。鑫凯胜涂装设备应用于3C电子、汽车制造、家用电器、航空航天、医疗机械。
【深圳鑫凯胜涂装官方抖音号,观看喷粉生产线案例视频更直接!】
1小时出工程设计方案,2小时出方案报价!3年免费保修,终身维护!
责任编辑: 鑫凯胜
本文链接:https://www.chinaxks.com/news_428.html
尊重原创,转载/引用,请清晰标明出处,版权始终归于深圳鑫凯胜涂装所有!


